
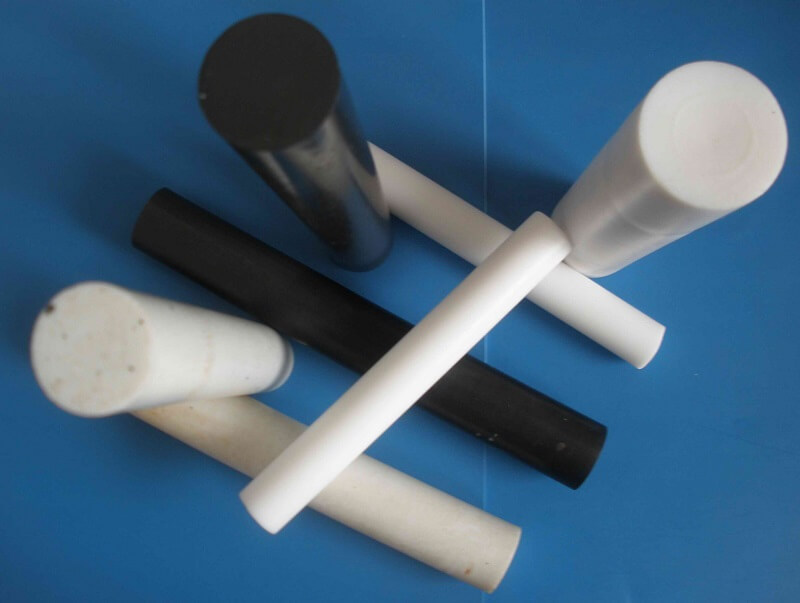
PTFE таяк өзү жакшы коррозияга туруштук берет, эскирбес, бышык жана ишенимдүү мөөр басууга жөндөмдүү;атайын дарылоо кийин, ал жакшы сойлоп каршылык жана муздак агым каршылык бар.PTFE таяк кең температура диапазонунда болушу мүмкүн Колдонуу, узак мөөнөттүү коопсуздук,жумшак жана кесүү үчүн жеңил, механикалык же кол менен кесүү аркылуу, орнотуу үчүн жеңил.PTFE таякча материалды жасоо процессинин агымы төмөнкүдөй:
ThePTFE таякчасыөзү жакшы коррозияга туруштук, карылык эмес, бышык, жана ишенимдүү мөөр аткарууга ээ;атайын дарылоо кийин, ал жакшы сойлоп каршылык жана муздак агым каршылык бар.PTFE таяк кең температура диапазонунда болушу мүмкүн Колдонуу, узак мөөнөттүү коопсуздук, жумшак жана кесип үчүн жеңил, механикалык же кол менен кесүү аркылуу, орнотуу үчүн жеңил.PTFE таякча материалды жасоо процессинин агымы төмөнкүдөй:
1. Көктү даярдоо: спирт менен сүртүңүз, калыпта дат басып, тиркемелер жок.
2. Чийки материалдарды даярдоо: таза F4 азыктары, F4 майда чайыр, майдаланган, электен өткөрүлөт.
3. G=PV формуласы боюнча таразага тартыңыз (мында G – тоюттун көлөмү, P – преформанын тыгыздыгы (2,18 г/см3) жана V – продукциянын көлөмү).
4. Калыптан чыгаруу жана кыркып алуу: Калыптан жарым фабрикатты алып, анын бетин жылмакай жана четтерин тыкан кылып кыркыңыз.
5.Preforming (басуу): пресстин ченегич басымын формула боюнча эсептеп, пресстин ченегич басымын орнотуңуз.
6. Азыктандыруу: F4 чайырын бардык басуу бетине бирдей таратыңыз.
7. Агломерациялоо: Жарым фабрикатты агломерациялоочу мешке акырындык менен салып, ылайыктуу көлөмгө салып, бир саатка жакын 390 градуска чейин ысытыңыз, анан бир саат жылуу кармаңыз.Болжол менен төрт сааттан кийин температура муздай баштайт.Болжол менен төрт сааттан кийин, ал бөлмө температурасына жетип, даяр продуктуну улантат.Мештен чыгып, акыркы форма бүттү.
Билдирүү убактысы: 04-04-2020